Contour Method: Making the
Cut
|
|||||||||||||||||
|
Residual Stress Conferences |
The ideal method for making the cut would satisfy the following:
For a discussion of the assumption about the cut, see For more on cutting errors and how to select an EDM machine, see For some good information on making a good cut, see Hosseinzadeh, F., Ledgard, P., and Bouchard, P., 2012, "Controlling the Cut in Contour Residual Stress Measurements of Electron Beam Welded Ti-6Al-4V Alloy Plates," Experimental Mechanics.
|
||||||||||||||||
 |
Figure taken from a good discussion of self-restraint.: Hosseinzadeh, Foroogh; Kowal, Jan; Bouchard, Peter John: 'Towards good practice guidelines for the contour method of residual stress measurement', The Journal of Engineering, 2014, 2014, (8), p. 453-468. Open Access!. Originally proposed in: Traore, Yeli, Bouchard, P. John, Francis, John, and Hosseinzadeh, Foroogh. "A Novel Cutting Strategy for Reducing Plasticity Induced Errors in Residual Stress Measurements Made With the Contour Method." Proceedings of the ASME 2011 Pressure Vessels and Piping Conference. Volume 6: Materials and Fabrication, Parts A and B. Baltimore, Maryland, USA. July 17–21, 2011. pp. 1201-1212. ASME. https://doi.org/10.1115/PVP2011-57509
|
See this paper for a robust technqiue for clamping: Hacini, L., Van Lê, N., and Bocher, P., 2009, "Evaluation of Residual Stresses Induced by Robotized Hammer Peening by the Contour Method," Experimental Mechanics, 49(6), 775-783.
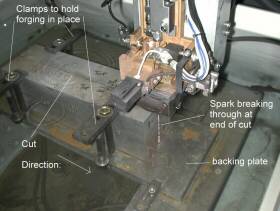
It is important
to carefully fixture the part during cutting to keep the cut plane from
moving as stresses relax. So here are some samples of clamping the part:
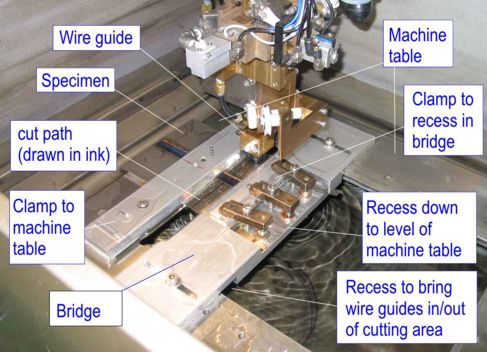
A newly designed fixture that
does a very nice job of holding the part. The part shown here is a Ti-6Al-4V
friction stir weld (FSW).
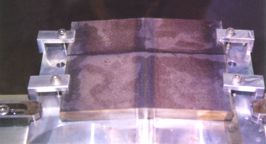 This is the clamping for the weld plate (results page). This plate has already been cut, you can see the cut running horizontally in the picture. |
|
 This is the clamping for a piece of British rail. The cut went from front to back in this picture. The shiny regions is where rust was cleaned away to improve the cutting. See rail page. |
|
Managed by Triad National Security, LLC Los Alamos National Security, LLC for the U.S. Department of Energy's
NNSA |
|||